
The quest for reduced weight has led auto manufacturers to the use of aluminum, and Mercedes-Benz has been in the forefront of this trend for decades. While these changes make for lighter body construction they also lead to challenges in auto body repair. Here’s a look at the ups and downs of this miracle metal.

Some believe strict government regulations regarding raising fuel economy and safety standards force manufacturers to change materials and designs. Others believe this is simply evolution of the breed. Whichever you believe, the use of aluminum body panels is becoming more and more prevalent.
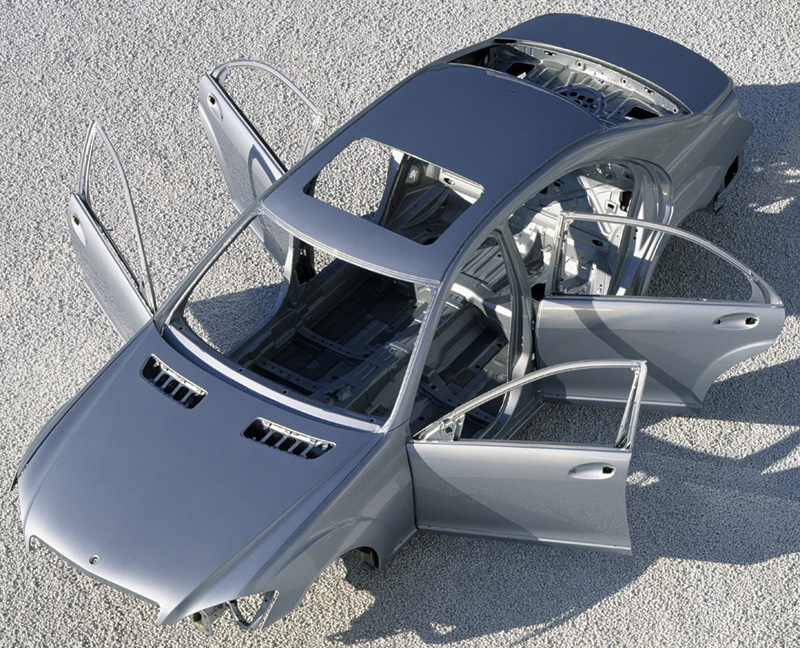
Mercedes-Benz is very familiar with the use of aluminum body panels dating all the way back to the early 1950s and the 300SL “Gullwing†coupe. This historic vehicle either came with aluminum hood, doors and trunk, or an all-aluminum outer skin! An overall lighter vehicle improves performance, fuel economy, and reduces strain on stressed components. Another benefit of aluminum is how well it yields to manufacturing processes. It can be cast, extruded, or rolled into sheets, the most popular use. While these benefits are tangible and real they do complicate the issue when accident damage occurs and body work becomes necessary. In order to maintain the Mercedes-Benz sound and stable body structure and sufficient corrosion resistance, proper body work techniques need to be followed. Here we will review proper structural body repair techniques that Mercedes-Benz owners require for their vehicles.
Aluminum and its characteristics
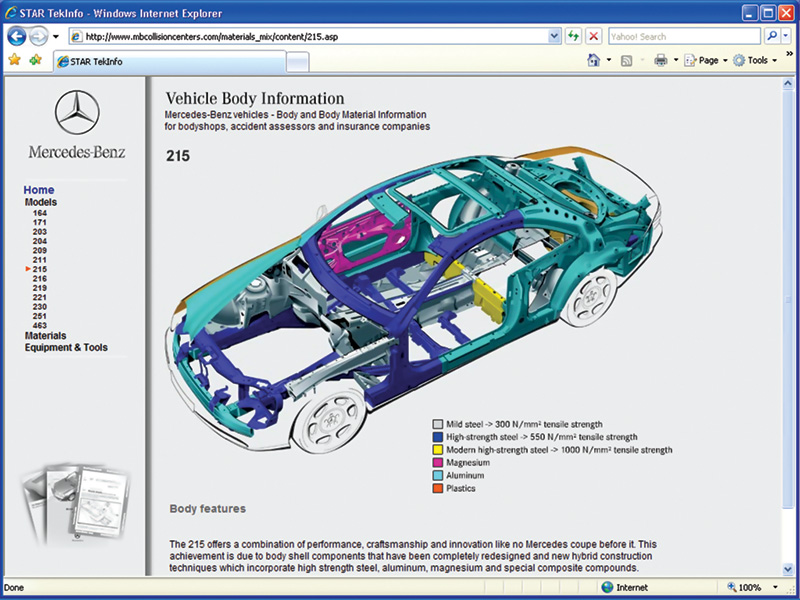
Why Aluminum? Aluminum is roughly one third as dense as steel. However, in order to maintain comparable strength to steel structures only about a 40% weight reduction is acceptable. Aluminum is also a great conductor of electricity, and on vehicle bodies it doubles as a ground path for the ever-increasing electronics on luxury vehicles — it is one of the most cost-effective choices. Aluminum by itself, while being lightweight, is not sufficiently strong for automotive applications. While aluminum alloys often have sufficient tensile and yield strengths, an alloy must be formed to provide the necessary stiffness strength. Aluminum alloys are made by adding other metals and elements such as copper, magnesium, manganese, silicone and zinc. Different blends are used to create different characteristics. For instance, a 2000 series aluminum alloy uses more copper. This makes the panel strong, workable and easier to stamp. A 3000 series alloy uses manganese and is still workable, but also stronger. A 4000 series alloy has a lower melting point, so it is mainly used for welding. The 5000 series alloys are blended with magnesium so they are corrosion resistant as well as being stronger. In addition to inner and outer paneling, this alloy can also be used for structural components in the frame, as well as welding wire. A 6000 series alloy adds silicone to the 5000 series so there is some additional strength. Finally, the 7000 alloys add zinc, which makes the alloy strong and is primarily used in structural members such as bumpers and bumper reinforcements.
Aluminum alloys are basically split into two groups, heat treatable and non-heat treatable. The 3000, 4000 and 5000 series are non-heat treatable. This means you cannot strengthen them with heat; however, they will harden by working them. If you need to, you can anneal them with heat. Keep in mind, these alloys will not show signs of excessive temperature. Heat reactive crayons should be used to give an indication of how hot the metal gets as you’re annealing. Remember, the more heat cycles you put the metal through, the weaker it will become. The 2000, 6000 and 7000 alloys will strengthen with work hardening and some even with heat. They are also annealed with heat, but once again be careful of the lower melting points.
These characteristics become important when heat is to be used in straightening the aluminum panel. The damaged portion of a panel is stronger than the rest due to the work hardening of the metal. If you attempt to pull out the dent, the surrounding non-damaged areas will be affected and warp. You should heat the damaged area to soften the metal and make it easier to work with. “Heat-shrinking†is a process that uses heat to expand the aluminum around the dent. If done properly, this should force the metal back into the more natural shape it had before the dent was created. Heat is also a recommended method for softening up bonding adhesives used to join aluminum panels, but more on this later. Of course, in more severe hits heat shrinking will not be possible and the panel will have to be replaced. Mercedes-Benz’s modular design of its vehicles allows dissimilar metals to be bonded or riveted together to form an overall stronger structure yet.
Preparing for an aluminum repair
During the aluminum panel stamping process, water-soluble dry-type film lubricants and water-free dry-type film lubricants are used. While these protect the metal during forming, they do need to be removed before any welding or painting takes place. Aluminum also has an oxide layer on the surface that naturally forms a corrosion-resistant surface. This must also be removed with solvents to allow for welding and paint preparation.
Not only does the aluminum panel have to be clean, but your work area must be also. This is one of the more critical steps in the process, but it is often treated as the boring task left to the apprentice. While working on aluminum panels, steel contamination from the previous job, or from the job the next bay over, can cause paint problems. Little dots protruding out of the paint are caused by the two dissimilar metals reacting. There is nothing less profitable than having to do a paint job all over again. For this reason it is required that your body technician keep all the tools dedicated to aluminum repair completely separate from those used for steel. Also a special work area is required, which must be set off from the rest of the shop by either walls or floor-to-ceiling curtains. This will reduce the possibility of steel (or other material) contamination.
Additional measures we can take to ensure both the health of the technician and the quality of the work is to provide proper safety attire and to remove contaminants and aluminum chips with the use of a vacuum evacuation system. Aluminum chips are explosive and pose a significant heath hazard. Other steps include covering the entire vehicle except the portion being worked on. Aluminum panels should be inspected for cracks before and after any repairs are performed. The surface can be inspected by using color dyes that remain on the panel surface and will normally seek out “channels†that are created by cracking. Careful inspection should be done after the dye is used as some cracking may not be visible to the naked eye. Never allow the dye to dry in the crack — be sure to clean the panel before this occurs. Note: Cracks may also appear as pores, crow’s feet, or bull’s eyes.
Working with the metal
While aluminum is not as malleable as steel, dents may be removed from a panel when metal stressing is limited, or the actual disfiguration is minimal and not deep. Similar to steel, the technician should take notice of the low and high points of the dent, then commence with repair. If it is determined that the dent is too distressed, the panel should be replaced. Unlike steel, the technician should begin in the middle of the dent and work outward. As is done in “paintless” dent repair, the technician should “press†the dent out by applying a small amount of pressure against the damaged area. It is required that wooden, plastic or aluminum hammers be used should the need arise, and that any tools with sharp edges be avoided. Care should be given not to “stretch†the panel highly as that may cause it to crack or become brittle.
Once the technician has determined that the dent is relieved, it is time to “draw in” the aluminum. Before continuing, the technician should clean the surface of all contaminants. Heating the area with a “neutral†welding flame while staying within the 300 to 850 deg. F. range (using a heat crayon at the outer edges of the repair area will assist in maintaining the proper temperature), then allowing it to cool quickly will assist in drawing the panel in. Heating the panel will allow the aluminum to resume its original shape; however, it is important to keep the heat limited to the repair area. This process should be repeated quickly and as needed to match the panel characteristics properly.
Re-sculpting the panels is a much bigger challenge than it is with its steel counterparts. Unlike steel, aluminum panels need to be heated before repairs can begin. The panel should be brought to between 475 and 575 deg. F. and then be worked by lightly hitting the panel with a plastic, wooden or aluminum hammer. Focus should remain on maintaining these temperatures during the repair to avoid the panel becoming “springy,†deforming, or cracking. Since aluminum will tear quickly when the work area is crumpled or wadded, it is highly likely that the panel will need replacement rather than repair. Do not attempt reshaping of any die-cast panels.
Finally, always remember to do a post inspection of repaired panel(s) for any cracking.

Welding aluminum
Two possible methods of securing aluminum body parts are MIG welding and riveting. There are pros and cons to both. To prepare the surface for welding, solvents must first be used to remove any production lubricant as well as the oxide layer. Welding technology has evolved over the past few decades to allow for more intricate designs in the manufacturing process. Manufacturers have moved away from resistance spot welding. Aluminum being a much better conductor of electricity does not have enough resistance to build up the heat necessary to weld the parts together, so more current would be required.
Gas metal arc welding, MIG in particular, is a superior method for joining aluminum, but even this procedure has its drawbacks. The heat required to weld aluminum can cause distortion just outside of the weld seam, particularly with thin sheets. Reducing current moves us closer to “Short Circuiting Arc Transferâ€, which often leads to poor welds. Spray transfer is the preferred process when welding aluminum, but the amperage required is still too high and causes distortion and fatigue. New welding technology is available to address this need. Originally pulsed arc welding could reduce overall current, yet still maintain spray transfer. Today computers control inverter-based welders that can pulse a lot faster and easily control overall current. Experienced aluminum welders are hard to come by, so alternatives are needed. Rivets The other preferred method of mounting body panels is the rivet. Testing performed by Mercedes-Benz has resulted in riveted panels providing the same security and strength as in the vehicle’s original design. Mercedes-Benz actually prefers blind rivets over spot and plug welds on certain models. Rivets eliminate the deformation caused by the heat of welding.
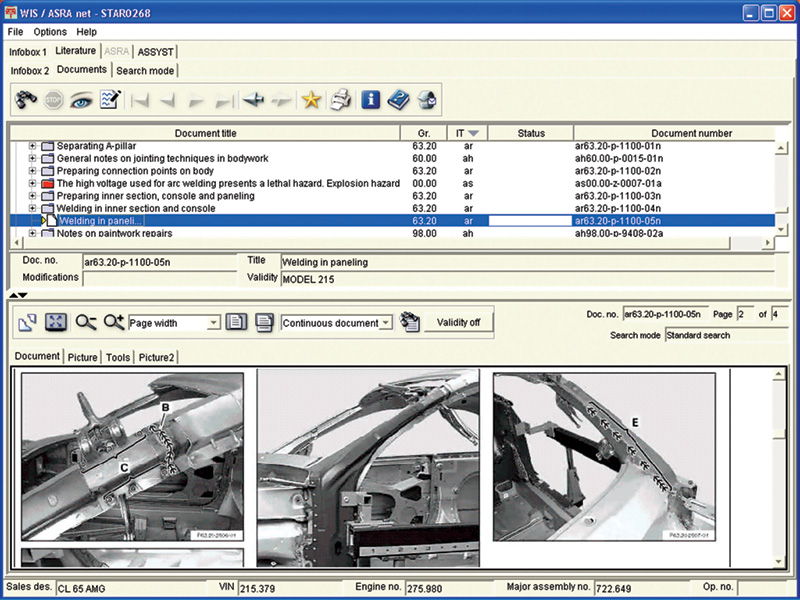
How will you know when to apply this? All this information is available with a paid subscription to www.startekinfo.com. This is the Mercedes-Benz service information website. Under the heading WIS-net, you will find body repair information specific to your vehicle. When dealing with riveting aluminum panels uses aluminum-bodied rivets to prevent dissimilar metals from reacting and promoting corrosion.
Another component of rivet bonding is adhesives. Mercedes-Benz recommends the use of adhesives between aluminum (and steel) plates to reduce noise and increase strength. Remember to rivet in a different area rather than right where there was a plug or spot weld. The weld compromised the strength of the metal, so new metal will be more predictable and secure. Chamfer or deburr all drilled rivet holes on both sides of each panel to be joined to ensure the anti-corrosion coating is not scratched off. Another tip to prevent corrosion is to eliminate moisture at the rivet point. Mercedes-Benz wants a zinc paint, Part Number A000 986 34 42 to be applied to all naked metal surfaces before securing panels. However, this “weld-through†primer is not recommended for MIG welding. Finally, seal the seam with a Mercedes-Benz-approved seam sealer, and finish up with an approved wax-based anti-corrosion compound.





0 Comments