
The air-cooled Porsche Mezger engine proved its worth for years. Water cooling extended its life even further.
Porsche continued the air-cooled Mezger engined 911s far longer than many car enthusiasts and aficionados had ever imagined possible. The continued development of this engine in air cooled form was driven by its now iconic status and popularity among “Porschephiles” everywhere. The air-cooled powerplant was limited in large part due to the fact that its cooling system, being air, was subject to changes in ambient temperatures. With increased emission standards the heat loading on the combustion process was limiting horsepower output, regardless of engine displacement. It was inevitable that Porsche would have to abandon its air cooling for a conventional water cooling system.
Porsche had been turning to liquid cooling for its racing engines several years prior to using liquid cooling in its production cars. The 935/78 race car, nicknamed the “Moby Dick” due to its large whale tail, received water-cooled cylinder heads in order to stabilize combustion chamber temperatures. The limited production supercar 959 also received water-cooled cylinder heads while continuing to use air to cool the rest of the engine, including the cylinders and block. Porsche’s 962 race car was the first flat six cylinder engine to be entirely water-cooled.
When the Porsche 996 (still badged as a 911) debuted as a street legal sports car it had the first fully liquid-cooled flat six engine in the Porsche sports car lineup. The vast majority of the 996 models received a newly designed engine which was no longer technically a dry sump engine. The GT3 and Twin Turbo 996s, however, received a much different engine than the base model 996.
This “new” engine was a water-cooled copy of the early “Mezger” dry sump design as its air-cooled predecessor. In fact, the castings of the water-cooled engine block are so similar both internally and externally, that some of the components such as crankshafts, countershafts and oil pumps are interchangeable with some of the later models of air-cooled engines. Many folks in the Porsche community reserve the moniker “Mezger Engine” for only these water-cooled, dry sump engines first fitted into the high end (turbo and GT3) models, but that is not paying homage to the original air-cooled history of the design.

The normally aspirated, early Porsche 996/911 and Boxster lineup, which got the new, more cost-conscious designed engine, suffered from some significant and questionable engineering decisions.
Now legendary and most glaring among these was the use of a sealed ball bearing at the end of the intermediate shaft within the engine. The failure of this ball bearing meant almost certain instant and catastrophic death of the entire engine. While there are no official measures to quantify the number of engines affected, it had many disenchanted Porsche owners questioning their loyalty to the marque.
Several aftermarket businesses rushed to develop fixes, including; replacing the ball bearing with one that offers a longer service life and upgrading the ball style bearing to a more conventional plain, babbited engine bearing which is fed oil under pressure. Many of these aftermarket fixes are effective but none of them were approved or adopted by the manufacturer. The affected engines were in use in the Boxster, Cayman, and 911 lineup until 2008 when a newly designed engine replaced the flawed one.
The water-cooled Mezger designed engines, on the other hand are truly a magnificent design and rose to a high level of power and reliability. As previously mentioned, the engine case, crankshaft, connecting rods, intermediate shaft and oil pump all shared the same architecture and, in some cases, even part numbers of the 993 and 964 air cooled models. The liquid cooling did necessitate the redesign of many other internal components, however.

The pistons and cylinders are still individual units and are typically sold in balanced and matched sets similar to those of their air-cooled predecessors.
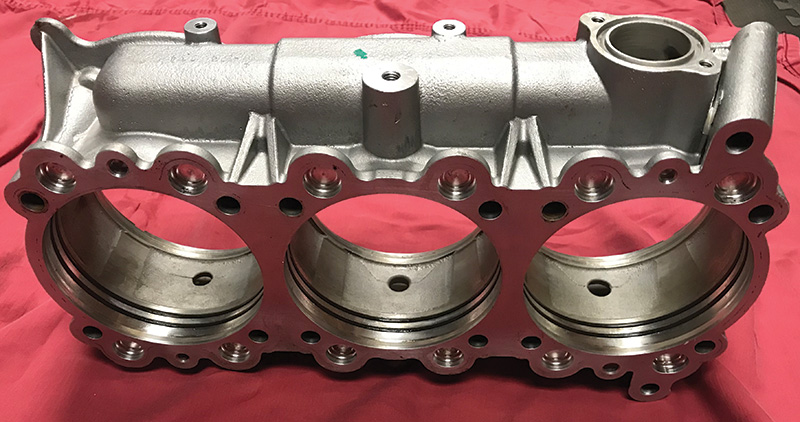
The difference is that the cylinder is now housed in an aluminum structure which allows coolant, in a conventional mixture of ethylene glycol and water, to circulate around this “wet sleeve.”
O-rings at the top and bottom of each individual cylinder keep the coolant mixture away from the cylinder head and bottom end oil tight areas of the engine. Installation of the pistons and cylinders requires the use of very special tools as well as unique procedures to assure proper sealing.
The cylinder heads are no longer individual units but each is cast as a single head which covers each of the two banks of three cylinders of the horizontally opposed six cylinder engine.
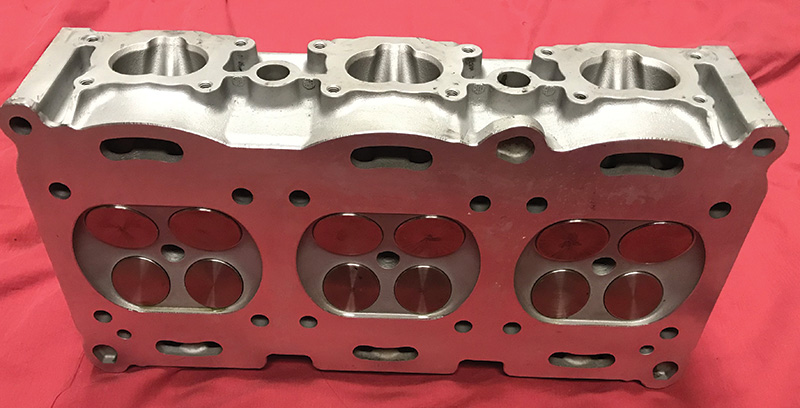
Dual overhead camshafts are utilized in the head structure which now actuate four valves per cylinder. The camshafts are still driven by a chain off an intermediate shaft, which in turn is driven directly by a gear from the crankshaft at the required one-half speed of the crankshaft. A conventional style cam chain tensioner, with ramps and guides nearly identical to the air-cooled units used in the 993 and 964 models, keeps the proper tension on the now longer chain (longer due to the fact that it is driving two cams as opposed to one) throughout the heat cycling of the engine. Dual overhead camshafts receive timing variation through cam actuators on the inlet camshafts.
A labyrinth of external cooling passages is necessary to carry the liquid from the heat sources in the heads and cylinders away from the engine and to the radiators that live at the front end of the car.

These external passages, or manifolds, became a failure point on this otherwise robust design. In order to attach rubber cooling hoses to the manifolds it was necessary to have a smoothly machined end with a flange to properly secure the hose to the manifold. These flanged tubes were glued into place on the coolant manifold. After several years of heat cycling the glue can fail and the engine will dump a huge amount of coolant almost immediately from the gaping hole left at the detached point on the manifold.
The nature of the failure rarely caused a severe overheating event because the dramatic plume of steaming coolant alerted the driver and the car was typically shut off immediately. The biggest problem this failure posed was the slippery coolant that coated the road, or worse, a track surface as these cars were often used at race track events.
Two approaches to fixing this coolant manifold issue have been developed and both require removal of the coolant manifolds. After the manifold has been removed, which also necessitates engine removal, the machined sleeves can be either welded or pinned to the cast portion of the manifold. Welding requires heating and removing the glued sleeve from the manifold and the old glue must be completely removed by the use of abrasives.
Once the two surfaces have been cleaned they can be welded using a TIG (Tungsten Inert Gas) welder. Because of the variation of the thickness of the two materials, an experienced hand at this task is required, and many welders are not comfortable taking this approach as a result. When done properly, it is the best solution as it is permanent and does not allow for any leakage whatsoever at the joint between the two pieces of aluminum.

The pinning approach has the benefit of not requiring excellent TIG welding skills. This procedure involves drilling a hole through the cast manifold into the machined, flanged tube. The hole is then threaded and a bolt secures the two components together. Care must be taken to completely clean all the metal chips that result from the drilling and tapping procedures or they can wind up finding their way to some critical component of the engine’s cooling system such as a water pump or thermostat. Because of this, it is recommended that the coolant manifold be removed entirely from the engine as it is during the welding procedure.
The other drawback to the pinning method of repair is that a small amount of seepage can still develop between the cast manifold and the attaching flanged pipe. Certainly pinning will prevent the more catastrophic pipe blowing from the manifold, but a smaller leak is still a possibility. As with any repair, consultation with the vehicle owner explaining pros and cons as well as costs involved is the key to success.
The extremely robust design of the Mezger engine from its earliest air-cooled form until its adaptation for use in the liquid-cooled GT3 and Turbo models is perhaps one of the biggest reasons for the Porsche 911 being arguably the most successful production sports car in history. This engine has evolved through experience gained from endurance racing as well as countless miles of street use and abuse. At the end of endurance races, some of them 24 hours long, these engines always seemed to be running at the end which gave way to an old racing saw — “To finish first, first you must first finish!” Due to economic and increasing emission standards, it is unlikely another engine will ever reach the bar set by the legendary Mezger engine in either its liquid or air-cooled form.
Download PDF


0 Comments