
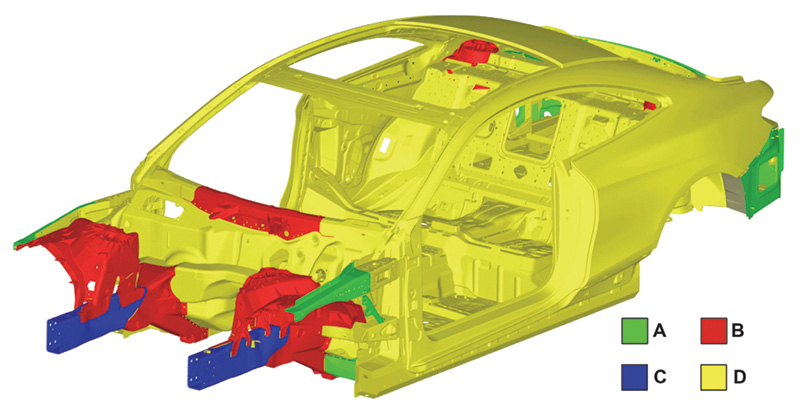
On the S-Class AMG Coupe (and other newer S-Class, C-Class, and E-Class models), cast aluminum parts (“B” in the BIW image) like the front strut tower can be straightened if damage is not too extensive, but extruded parts (“C”) like the longitudinal arms cannot. “A” is aluminum sheet metal, and “D” is sheet steel. Are you ready to repair aluminum structural components?
As the percentage of aluminum components and aluminum-intensive vehicles (AIV) in the Mercedes-Benz line increase, the need for collision repair technician access to Mercedes-Benz aluminum repair information and training becomes ever more critical. To help increase the likelihood that these aluminum components and aluminum-intensive vehicles are properly restored to safe operating condition, Mercedes-Benz restricts the sale of aluminum structural components to only those Elite Certified Collision Centers.
The Mercedes-Benz program for aluminum repair certification provides technicians with the knowledge and hands-on skills training to properly restore aluminum-intensive vehicles to as close to factory specifications as can be achieved in the aftermarket environment. The program provides a rigorous aluminum welding certification, as well as general training in bonding and riveting and structural repairs. It also offers application-specific training as
new Mercedes-Benz models and changes to existing models are brought to market.

A collision repair facility must be owned by a Mercedes-Benz new car dealer in order to participate in the Mercedes-Benz Certified Collision Program (CCP). The shop’s certified welder is required to undergo frequent training and recertification to keep up with changing technologies, new aluminum alloys and combinations with other materials, and evolving repair procedures in each of those areas. They must also have access to OEM repair information, and be trained in how to find information in Mercedes-Benz repair manuals and other source materials on the startekinfo.com website. This article presents additional information about key requirements for an independent shop to become a Mercedes-Benz Certified Collision Center (CCC).
Aluminum repair training requirements
Welding and MIG brazing are allowed for certain non-structural aluminum components. Mercedes-Benz requires technicians in its CCP to undergo extensive training in aluminum welding procedures and techniques. Aluminum responds differently than steel to heat. Technicians learn which aluminum components may be cold-worked, how much, if any, heat can be applied, how aluminum welding procedures differ from those for steel, and which aluminum components may only be replaced.
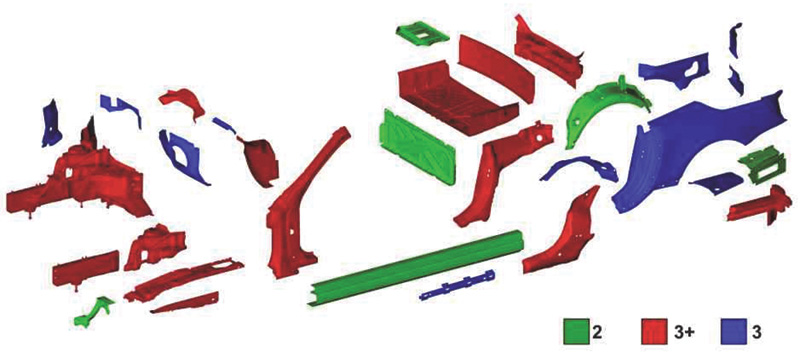
Mercedes-Benz divides technician skills into four different levels for training and repair facility certification purposes. Welding of structural components is the highest level (3+), followed by non-structural part welding (level 3).
Training is geared to help technicians pass an internationally-accepted aluminum welding skills test standard (DIN EN ISO 9606-2),
and to meet model-specific Mercedes-Benz requirements.
The training is hands-on, application-specific, and intensive. Mercedes-Benz administers the training in three stages. Stage 1 is a 10-day welding training session. Stage 2 is biannual (every six months) welding work trials. Stage 3 is a three-day advanced aluminum welding recertification class taken every two years.
Stages 2 and 3 may include training updates on any relevant changes to aluminum materials and repair procedures. These could likely include use of aluminum for the first time in a given model or specific component, or in combination with other materials such as magnesium, advanced or ultra-high-strength steels (UHSS), or with polymers (plastics). They may also include the use of new aluminum alloys with different welding procedure requirements and responses to heat.
It is not unusual for materials and repair procedure changes to occur from year-to-year within a given platform or model. Some models may even have changes within a model year. You can keep up with changes by accessing Mercedes-Benz repair manual, bulletin and other information at startekinfo.com, and by attending the company’s training program offerings.
Measuring equipment requirement

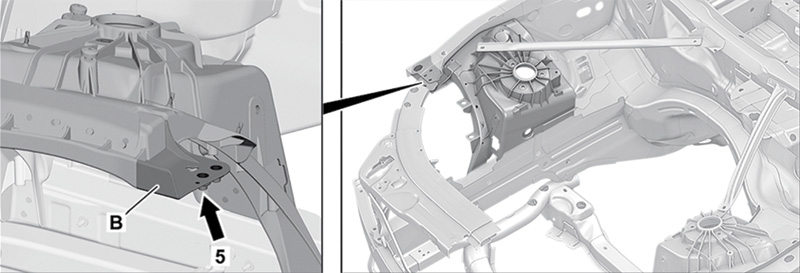
Structural aluminum components must always be replaced if they are cracked, folded and/or deformed. The repair manual specifies the exact dimensions of a component, and if allowable, the range of deformation that can be repaired by straightening and cold working. For example, the connecting flange of the suspension strut tower in the front module of the 2014-present C-Class can be straightened if it is off its vertical (z-axis) specification by no more than +/- 10 mm.
Structural aluminum components may only be measured using Mercedes-Benz-approved systems. Celette® and Car Bench® International are two approved systems.
Aluminum straightening requirements
Shaping aluminum is different from working steel. Due to its excellent elasticity, steel tends to return to its original shape and retain its strength when cold worked. Aluminum is less elastic. When force is applied to straighten aluminum, it can easily cause micro-fractures and stressed areas that weaken the metal. With rare exceptions, aluminum structural components on Mercedes-Benz vehicles must be replaced rather than repaired.
Minor damage to body panels and non-structural components may be heated slightly and tapped or pulled out. This excludes cast aluminum, which cannot be reshaped without risk of becoming brittle and forming microscopic cracks. Extruded aluminum channels may be reshaped, but only if damage is minor, reshaping is limited, and heat is applied following Mercedes-Benz procedures.
Certified collision repair facilities must use a Mercedes-Benz approved bench for straightening of structural aluminum components. Both Celette and Car Bench offer Mercedes-Benz approved equipment that accepts the necessary fixture sets and anchoring adapters to hold the vehicle.

Note that different supplementary jig sets may be required for various Mercedes-Benz models. For example, the Sevenne XL Bench from Celette (Mercedes-Benz part number 325-9175.022), when used with Mercedes-Benz approved aluminum crossmembers (part number 325-955-9612) is designed to accept all straightening fixture sets. The Mercedes-Benz Anchoring Kit (part number 325-9212.013) must be used in place of sill clamps to provide the proper anchoring for making pulls.
Aluminum welding equipment requirements
When repair is allowed for an aluminum structural component, Mercedes-Benz prefers the use of metal inert gas (MIG) welding and brazing. The company has approved several different welders for use by their certified collision repair facilities. Most machines on the list feature state-of-the-art pulse arc or inverter technology for low energy MIG/MAG welding. Inverter technology puts less heat into the work area, so it handles thin sheet welding or brazing with less material distortion and less reworking needed. Many also feature program packages with settings designed for specific aluminum or thin sheet steel applications on individual Mercedes-Benz models.
Because access to the back side of many aluminum parts is restricted, you’ll need a weld-on-tab type dent puller. Expect to pay more. Dent pullers made for aluminum must produce more amperage than a puller designed for steel because aluminum more readily conducts current.
Dust capture requirement: Fire and inhalation risk

The dust created when cutting, drilling, grinding or polishing aluminum is combustible and explosive when mixed with air and a spark. It makes portions of the work environment potentially explosive. This includes the grinding equipment itself, the area underneath the equipment’s protective covers, and inside ventilation or extraction pipes and separators within a periphery of three meters. Additionally, the open area within five meters around the dust source has an increased fire risk.
Aluminum dust also irritates the bronchial tubes and may harm the lungs.
For each of these reasons, basic safety precautions are required in Mercedes-Benz certified collision repair facilities. When working with aluminum, dust filter masks and other protective equipment are required.
A dust extraction system must be used during any cutting, drilling, grinding, or polishing of aluminum. Mercedes-Benz has approved a variety of equipment to help meet this dust capture requirement. The approved list includes central and in-bay vacuum systems, portable sanding equipment that features industrial-grade HEPA vacuum capability, and grinding equipment with shields and attached vacuum lines for dust capture.
|
Dust Capture Equipment |
Benefit |
Mercedes-Benz Part Number |
|
Aluminum Repair Wet Mix Central Vacuum system |
Mixes aluminum dust with water for flammability reduction and explosion suppression. Includes two double workstations with airlines, hoses, plus DA and 8” sanders. Allows simultaneous sanding by four technicians. |
Aluminum Repair Central P/N 811-SYS-030-316CW000 |
|
Wet Mix dust Collector |
Mixes dust with water to form a |
Stainless Steel Wet Mix Dust Collector w/ Low Water Auto P/N 811-SYS-050-183030 EII 2.5HP Wet Mix Dust Collector P/N 811-SYS-050-18300000 |
|
Portable HEPA Vacuum Sander |
Combines portable sander with industrial grade HEPA vacuum to contain dust from aluminum, magnesium, carbon fiber, hexavalent chromium and other harmful particles. |
Dry Pneumatic Portable HEPA Vacuum P/N 200-NA-90303 [CAR-O-LINER] |
|
Dust Shroud for High |
Captures 99% of dust from high speed grinders. Clear Lexan shroud does not obscure the edges of the abrasive discs, allowing users to see the work surface. Attaches to any grinder with a ¼” collet. |
2” Clear Revolution Dust Shroud for High Speed Grinders P/N 90-674-A1232TR |
Dust capture: Galvanic corrosion prevention

If aluminum is in direct contact with other metals, it needs only a little moisture from the air to form an electrolytic reaction – essentially a battery – in which electrons are exchanged between the two metals. The result is galvanic corrosion that can eventually eat through metal. If it is under paint, galvanic corrosion can in a very short amount of time form bubbles that will pop through the finish and ruin your repair.

It is becoming more common for vehicles to contain components that are made of both aluminum and steel, or that attach an aluminum component to steel. For example, the 2015 Mercedes-Benz S-Class includes a steel rear quarter panel attached to an aluminum rear body panel and floor pan. Mercedes-Benz uses adhesive, or some other non-conducting material, as a buffer when joining dissimilar metals at the factory. That prevents a galvanic reaction from forming in joints featuring both aluminum and steel materials.
When cutting, drilling, and sanding, it is necessary to prevent particles of steel and aluminum from becoming airborne and settling on surfaces of nearby vehicles. In addition to covering adjacent work areas, Mercedes-Benz requires its certified collision repair facilities to purchase a vacuum for use only in areas of the shop in which aluminum components and vehicles are repaired.
Working with adhesive
Where aluminum and steel must be joined together, the aluminum softens at far lower temperatures than steel. It cannot be welded using MIG and other high-heat joining methods. Resistance spot welding is often combined with adhesive to strengthen and seal the joint, and to reduce the risk of galvanic corrosion.
But adhesive cannot be in the immediate weld area. It would alter the chemistry of the weld nugget and weaken the weld bond. Mercedes-Benz CCC technicians are taught procedures to minimize this risk.
The required training provides application-specific instructions for use of structural adhesive in aluminum and hybrid-material joining procedures. It also covers which bonding adhesive provides protection of hybrid joints against galvanic corrosion, identification of fasteners that may have a coating that prevents galvanic reactions, making them one-time-use parts, and other important repair procedures information.
The maximum surface prep, mixing and joining times when using 2-k structural adhesive are very brief. All necessary tooling, materials and replacement components must be readily available near the vehicle so that the joining process can begin immediately after surface treatment and adhesive application.
A mobile workbench containing tools for use only on aluminum repairs is the best solution. The dedicated tools help prevent transfer of non-aluminum grinding, drilling and cutting dust onto aluminum surfaces of your work. The mobile bench keeps them near for easy access.
Separate workspace requirement
You need a space dedicated to aluminum work. It should have floor-to-ceiling curtains or walls that close the space off from surrounding bays. Your clean room should include a vacuum system, separate compressed air lines, and storage space for tools that are used only on aluminum repairs.
You’ll need picks, vice grips, and clamps that are made for working on aluminum. Hammers and dollies should have surfaces that are highly polished so they do not chip or flake easily, or be covered with a non-conductive material such as leather. Wood, plastic, or rubber mallets are good for working out minor dents in aluminum.
Label these tools so they are used only on aluminum, and store them in a dedicated toolbox so they don’t get mixed in with or pick up steel dust from other tools (or from the box).
If you limit your work to replacing bolt-on aluminum parts, you don’t need to become certified. If you want to offer your customers a higher level of aluminum repair capability, consider becoming a part of the Mercedes-Benz CCC program. You’ll have satisfied customers, and more of them, thanks to referrals from area dealers that do not have in-house collision repair facilities.
|
Workshop equipment and repair stages | ||||
|
Aluminum workplace with basic equipment |
Aluminum workplace with full equipment | |||
|
Activities |
Replacing and removing dents from bolted parts |
Grinding, bonding, riveting |
Welding |
Welding of structural parts |
| Stage I | Stage II | Stage III | Stage III+ | |
|
Stages III and III+ require Aluminum Welding Certification (TECH532 + interval recertification work trials |



0 Comments